The formation of partnerships is vital for many successful integrators within the packaging industry. JEM International understands that significance firsthand.
JEM, which recently designed a new cake mix packaging line for a multinational company, partnered with a designer, manufacturer and integrator of conveyor systems to add two sanitary conveyors to its project. This move not only helped save time, it also brought the high level of sanitary standards to the packaging line that JEM and its customer were looking for.
Located in suburban Kansas City, Kan., JEM is a manufacturer of packaging equipment for a variety of industries, particularly specializing in bagging scales, bag-filling systems, robotic palletizing systems and other related equipment. Its latest project replaced an antiquated filling line, as its customer wanted to increase its standards through improved production speeds and fill-rate accuracy.
The application was unique in that it called for cake mix to travel up an inclined conveyor at a 45-degree angle, 16.5 feet to a hopper. Normally, JEM builds its own conveyors, but the design that was required of this Z-shaped conveyor would have needed extra engineering time and resources. It was unquestionably an ideal time to reach out to one of its partners.
“The Z-shape was definitely a specialized conveyor, and not your typical straight conveyor,” says Brett Mattson, vice president of sales at JEM. “[The conveyor systems designer] offers a great design in keeping the belt flat in a Z-shape orientation. [There’s] no reason to reinvent the wheel on something they know how to do. We trusted them, and they did a great job.”
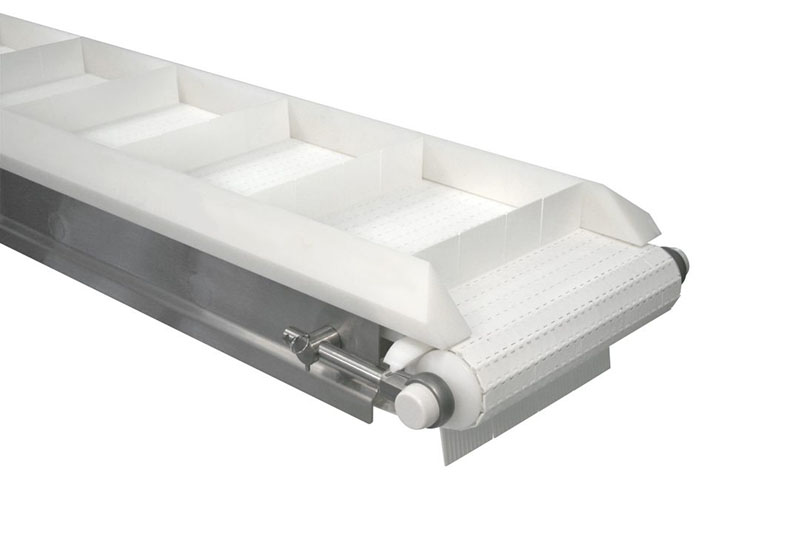
The line starts with mix loaded into a hopper on a 10-foot-high mezzanine. Mix flows down into an Eriez vibratory pan feeder, which provides controlled movement of product as it’s transferred onto the first conveyor (courtesy of the designer)—a straight, 20-foot-long design with an 18-inch-wide belt.
This horizontal conveyor then feeds the mix onto the infeed of the Z-shaped conveyor, which uses a cleated belt to hold mix as it travels up to the hopper. Additionally, a clear, removable Lexan shield covers the conveyor to protect the mix from the environment. Mix moves swiftly on the two conveyors, traveling at speeds of about 215 feet per minute. From the hopper, mix is filled into 44-pound bags, passing through metal detection and palletized in preparation for shipping.
The conveyor designer’s sanitary conveyor platforms are designed for the food and medical industries, and meet various BISSC, NSF, USDA and FDA regulations for safe and effective operation. The platforms provide the highest level of sanitation and fast cleaning times, as the conveyor can be completely disassembled by one person (without tools) in less than 90 seconds.
In all, the project took about nine months to complete and was installed in 2017.
“We build many components in-house, but we can’t build everything. It’s good to form partnerships with other companies in the industry,” Mattson adds. “The background and philosophies of [the conveyor systems designer] and JEM mirror each other. It was a nice fit and we’d definitely go with them again on another sanitary conveyor project.”
(800) 397-8664
Article topics
Latest Material Handling News





